

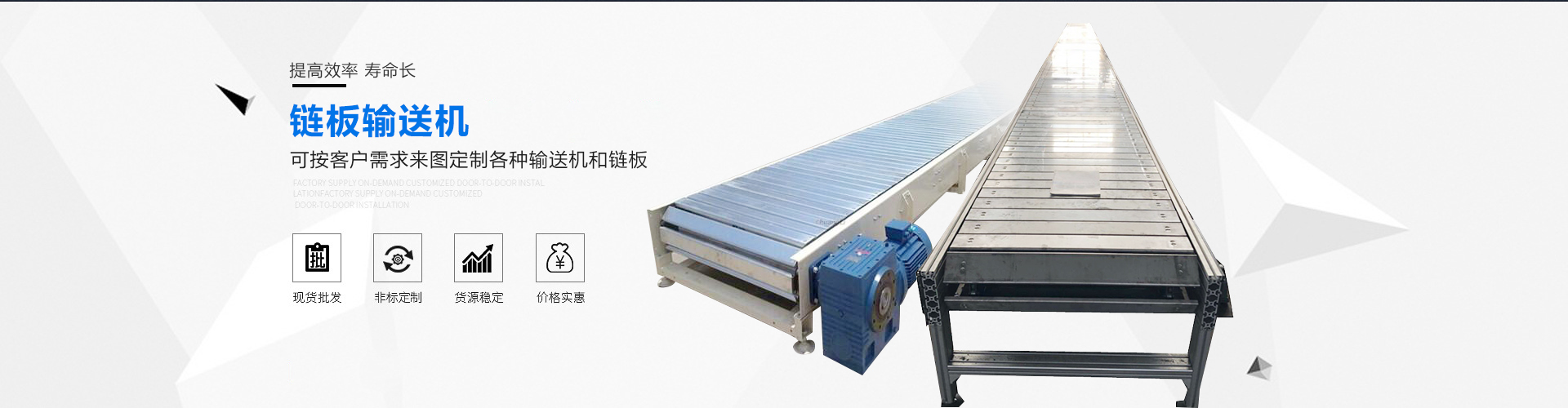

潜江果汁饮料不锈钢链板输送机的行业须知 卓远输送设备按需定制
2021-12-27





链板输送机注意事项:
1、使用匀纸辊。匀纸辊可以实现对废纸的均匀分散处理。一般安装在链板输送机水平和倾斜的过渡位置,与托板的高度空间位置可以调整,通过调节过料面积来调整水平碎浆机的产量。
2、在动力传动系统中使用摆线针轮减速机。采用摆线针轮减速机利用K-H-V少齿差行星传动原理的制动性能,起到防止链板输送机发生倒转的目的。
3、使用制动器。制动器的工作原理是利用摩擦副间产生的摩擦力矩来实现制动功能。这个方案安全有效,而且占用操作空间小,是比较适合推存使用的。
总之,通过分析解决一些链板输送机发生倒转的原因,将有利于我们输送机的正常使用以及它的安全生产。

?链板输送机安装时对于精度有什么要求?
链板输送机安装时对于精度有什么要求?
1机架中心线与链板输送机的纵向中心线要求重合,其偏差≤2 mm。
2机架支柱对安装地面垂直偏差≤2 mm/ m。
3相邻两支架的水平长偏差≤2 mm,支架横向水平度偏差≤1 mm/ m。
4轨道对链板输送机纵向中心线距离偏差≤1 mm。
5轨距偏差≤2 mm。
6轨道直线度偏差≤1.5mm/ m;全长的直线度偏差≤5 mm,轨道的弧形区段应均匀平滑。
7在同一横截面内,两轨道的相对标高偏差≤±2 mm。
8轨道允许焊接,但接头要光洁平滑,其左右偏移偏差≤±1mm;上下偏移偏差≤0.3 mm(仅允许沿链板运行方向向下低)。
9电机轴线与减速器输入轴轴心线应平行,带轮应在同一平面内。
10主动链轮轴心线对链板输送机中心线垂直度偏差≤1mm/ m;两链轮间横向中心与整机中心线的偏差≤1 mm。
11尾轮轴心线对链板输送机中心线垂直度偏差≤1mm/ m;两链轮间横向中心与整机中心线的偏差≤1 mm。

链板输送机的安装流程j
链板输送机的安装流程如下:首先要将各零部件运至安装位置并按顺序摆放将各零部件运至安装位置并按顺序摆放→组装机头、机尾以及传动部→组装机头、机尾推移部→按工作面长度摆好机头、机尾推移部,将机头、机尾传动部与推移部装接在一起→将机头、机尾传动部与变限槽组装在一起→安装溜槽与链板→安装电缆槽→组装机尾回煤罩→zui 后,应安装冷却水管并将其与减速器冷却装置接通,再安装电气控制系统并张紧输送机刮板链。




